
Production capacity
Production capacity of 10.000 ton/year for galvanising.
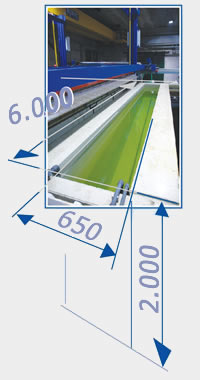
Galvanizing tubs dimension is 6.000 (length) x 650
(width) x 2.000 (height).
Protective layers
The very thin protective layers developed on the material to be protected are in the region of about ten microns. This thickness highlights a very small consumption of raw material and enhances the interest in these techniques in comparison to galvanising through immersion in molten pool even as far as energy consumption concerns. The material is first of all cleaned independently whether it must be galvanised or phosphatised.
Degreasing and pickling
This treatment is composed of two degreasing operations to remove any trace of grease of oil from the material surface. The first operation consists in a hot chemical washing (55°C) strengthened by handling and spraying of a degreasing solution; the second operation consists in an electrolytic washing at room temperature, carried out with the aid of rectified electrical current. The rust on the material is removed in a pickling solution of hydrochloric acid (5N). Electrolytic galvanising is carried out with electrical current as energy source for the reaction of reduction of zinc ions (dissolved in an electrolytic solution) on the material to be protected.
Galvanising process



The galvanising process takes place in tanks containing a soda-alkaline solution at 120g/l, dissolved zinc at about 8g/l and commercial additives Primion 240 by Coventya, for electrochemical reduction caused by the cathodic polarization of the material in electrical contact with a c.c. rectifier; the electrochemical cell part is composed of carbon steel plates placed sideways on the material.
To allow making up the consumption of the metal (zinc) dissolved in the electrodeposition tanks, the electrolytic solution is continuously renewed by means of pumps connected to the (auxiliary) plenum tank; the liquid coming back to this tank occurs by gravity by means of tubes.
As far as the consumption of additives concerns, this is regulated by metering pumps with additions to the plenum tanks proportional to the quantity of electric current consumed in the bath.

After reaching the desired zinc thickness and after washing and neutralization (nitric acid 0,1%), to confer the manufactured products higher resistance to corrosion, the zinc layer is subjected to chromate treatment by immersion in the suitable light blue passivation tank (chrome III) or yellow passivation (chrome VI).
After drying with warm air in oven or heated centrifuge for small pieces, the material is stocked and is ready for delivery to the customer.


Alto livello di resistenza alla corrosione
Dal 2011 abbiamo introdotto una nuova passivazione al cromo III, con nano particelle di silicio (LANTHANE TR 175), la quale consente di raggiungere un alto livello di resistenza alla corrosione, molto superiore alla zincatura tradizionale. L’effetto di questa nuova passivazione si può riscontrare tramite un “TEST di corrosione accelerata”, che consiste nel mantenere i campioni in un bagno di nebbia salina neutra per un determinato tempo.
Nella foto possiamo riscontrare:
- il campione (A) dopo 850 ore nel bagno di nebbia salina neutra, come si può vedere è perfettamente integro senza alcuna formazione di focolai rossi di corrosione;
- il campione (B), solo dopo 72 ore nello stesso bagno, risulta essere completamente deteriorato.
Questo trattamento può essere effettuato in particolare per prodotti utilizzati o installati all’esterno: tiranti per funivie, alberi o giunti di trasmissione nei macchinari movimento terra, carpenteria leggera e pesante e tiranti nel settore eolico, ringhiere o cancelli, tiranti di pontili o travature reticolari.
I prodotti trattati con questo nuovo tipo di passivazione possono essere utilizzati senza verniciatura o essere verniciati nei modi tradizionali: a spruzzo, a pennello o polvere epossidica.
Galvanize small mechanical parts
This barrel plant is used to galvanize small mechanical parts: nuts, screws, bolts and other metal structural work.

Thanks to this new plant preparation and galvanization times are considerably reduced. It includes a robot that distributes and picks up the baskets or barrels from the galvanization tanks, according to the programmed cycle through a touch screen.

The barrels are made of glass-charged PVDF, which limits the minor crashes due to rotation. The galvanization cycle is performed according to the UNI ISO 2081/89 standards. After galvanization, upon request, a de-hydrogenation cycle can be run to prevent the fragility of the pieces due to hydrogen.

The de-hydrogenation furnace develops a temperature greater than 220°C and is 2,200 mm long max. RIVESTCOR examines and establishes a customized machining process according to the product and requirements of the Customer and issues a certification for the thickness of zinc distributed on the product.







 English
English  Italiano
Italiano Deutsch
Deutsch Français
Français